










西門子貼片機D2i、D4i軌道傳送模式介紹
發布時間:2026-01-08 17:05:41 分類: 新聞中心 瀏覽量:80
西門子貼片機D2i、D4i配備彈性雙傳送導軌,該導軌支持兩種核心傳送模式,分別為同步傳送模式與異步傳送模式,兩種模式可根據生產需求靈活切換,以適配不同的PCB加工場景。
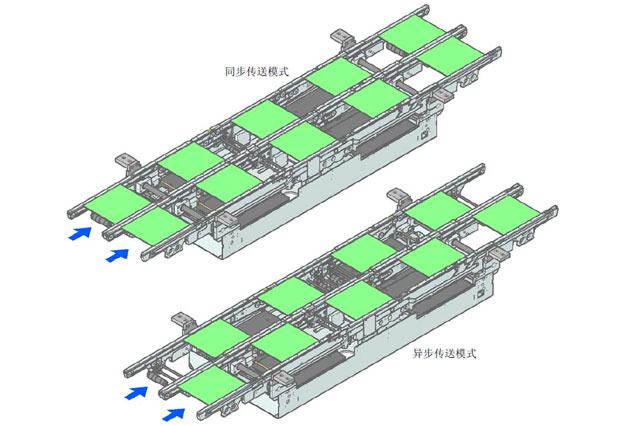
一、同步傳送模式
在同步傳送模式下,核心運行邏輯為將兩個尺寸相同的PCB一同移送至貼片位置,且這兩個PCB必須在共用面板上進行處理。
該模式具備多重優勢:
其一,可實現PCB頂部與底部在單條生產線上的連續處理,無需額外切換生產線,簡化生產流程;
其二,由于兩個PCB始終保持同步傳送,大幅縮短了PCB的整體傳送時間,提升生產效率;
其三,能夠更合理地利用吸嘴配置,優化貼片機的硬件資源利用率。
具體運行機制為:傳送軌道1和傳送軌道2上的PCB同步移至傳送導軌(即傳送導軌采用同步控制方式,但兩條軌道的運行相對獨立)。需要注意的是,待在傳送軌道1和軌道2上貼裝的元件,必須通過兩個子面板放置到共用面板上(詳細操作可參考《SIPLACE Pro 用戶手冊》)。
特殊工況說明:若貼片程序啟動時,僅其中一條傳送軌道(或中央傳送導軌)處于滿載狀態,另一條軌道為空,則系統會將滿載軌道上的子面板識別為“不用于貼片”狀態,暫不啟動該子面板的貼片流程。
二、異步傳送模式
異步傳送模式的核心運行邏輯為“并行準備、依次處理”,即同一時間段內,僅對一條傳送軌道上的PCB進行貼片處理,同時另一條傳送軌道上的PCB同步移動至貼片位置待命。
該模式的核心優勢在于節省生產等待時間:通過并行完成PCB的傳送與貼片作業,可直接節省一個PCB的全部傳送時間,從而顯著提升貼片機的整體性能,尤其適用于PCB循環時間較短的高頻次生產場景,能最大化提升單位時間內的PCB加工量。
具體運行機制為:在整個貼片過程中,一旦貼片機接收到完整的作業數據(包括面板參數、設備配置等),送料帶上的PCB會被持續傳送至空閑的處理帶(需確保處理帶處于空載狀態);當PCB完全移動到處理帶上后,系統立即啟動該PCB的貼片程序。整體而言,兩條軌道上的PCB遵循“依次處理”原則,完成貼片的PCB移出后,待命的PCB立即進入處理帶啟動貼片,實現連續生產。










 R9")









